
Menu:
Nástroje pro výrobu děr
Nástroje pro vrtání jsou – vrtáky. Vrtáků existuje celá řada, z praktických důvodů se však budeme zabývat pouze vrtáky, používanými pro výrobu děr v kovových materiálech a materiálech běžně používaných ve strojírenství. V zásadě se rozdělují podle tvaru do pěti skupin na kopinaté, šroubovité, středicí a dělové, zvláštní skupinu tvoří vrtací hlavice.
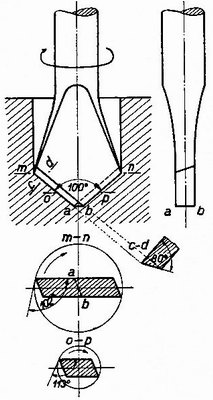 |
Kopinatý vrták je nejstarším a nejjednodušším používaným typem vrtáku. Název dostal podle tvaru špičky, připomínající hrot kopí. Původně se používal jako celistvý nástroj, který byl postupně vytlačen pro svou menší přesnost jinými typy vrtáků a používal se jen pro vrtání děr do průměru 0,5 mm. Po zavedení vyměnitelných břitových destiček, zejména ze slinutých karbidů, se začal opět ve větší míře používat. Dnes, pro svou tuhost, houževnatost a relativně nízkou cenu, je jedním z důležitých nástrojů při výrobě krátkých děr větších průměrů na NC (Numerical Control - číslicově řízený) strojích. 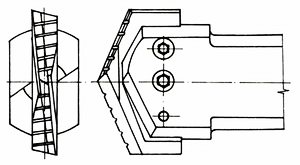 |
| obr. Typy kopinatých vrtáků | |
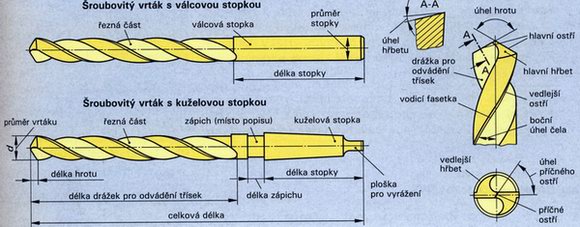
Šroubovitý vrták je nejrozšířenějším a nejvíce používaným vrtákem. Hlavní části jsou tělo, krček (zápich) a stopka. Dvě šroubovité drážky na těle vrtáku umožňují účinné odvádění třísek a zároveň dobrý přívod chladicí kapaliny. Vedení ve vrtané díře zajišťuje fazetka na předních hranách šroubovitých drážek. Vrták má dvě hlavní ostří symetrická k ose vrtáku, ta jsou na hrotu spojena příčným ostřím, které překlenuje tloušťku jádra vrtáku. Příčné ostří při práci vrtáku vrtaný materiál neodřezává, ale pouze vytlačuje do stran směrem k hlavním ostřím. Ta konají práci a vrtaný materiál odřezávají.
Na krčku vrtáku, který je mezi tělem a stopkou najdeme označení, které daný vrták charakterizuje. Jsou to průměr, materiál, ze kterého je vrták vyroben a firemní značky. Stopka vrtáku slouží k jeho upnutí do stroje.
Šroubovité vrtáky se rozdělují:
- podle tvaru stopky
- podle směru otáčení
- pravotočivé (pravé)
- levotočivé (levé)
- podle délky
- normální
- prodloužené
- podle úhlu stoupání šroubovice
- s velkým úhlem stoupání
- se středním úhlem stoupání
- s malým úhlem stoupání
Úhel stoupání šroubovice má vliv na odvod třísky při vrtání různých druhů materiálů. Úhel hrotu ε má vliv na vnikání vrtáku do materiálu o různé tvrdosti.
Obě závislosti znázorňuje tabulka: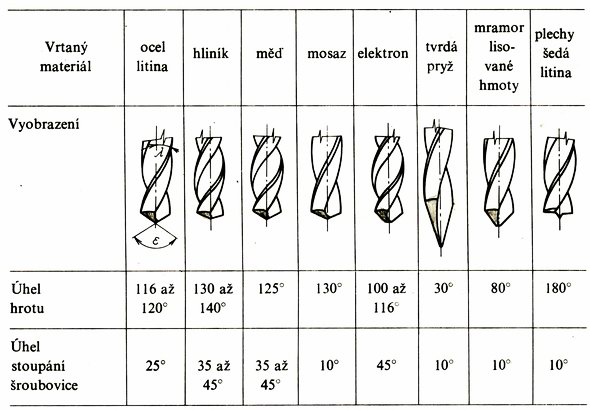
Šroubovité vrtáky se vyrábějí z nástrojových nízkolegovaných ocelí (krček s označením -C-), rychlořezných ocelí (-HSS-), nebo z vysoce výkonných rychlořezných ocelí (-HSS Co-). Pro obrábění litin se vyrábějí šroubovité vrtáky ze slinutých karbidů jako celistvé nebo se vsazenou a připájenou břitovou destičkou.
Zvýšení řezivosti vrtáků lze dosáhnout nanesením povlaku s vysokou tvrdostí a otěruvzdorností, např. nitridu titanu (TiN).

obr. Povlakované vrtáky
Středicí vrták slouží k navrtání tvarových důlků pro upínání obrobků do hrotů nebo k navrtání středicího důlku pro přesné určení polohy osy díry při vrtání šroubovitým vrtákem. Tyto vrtáky se vyznačují velkou tuhostí.

obr. Středicí vrták
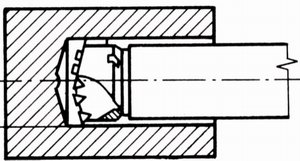
Dělový vrták má asymetrickou konstrukci s jedním ostřím. Používá se pro vrtání velmi dlouhých a přesných děr. Při práci koná obvykle jen posuvný pohyb, otáčivý pohyb koná obrobek, přičemž osa vrtané díry je totožná s osou otáčení obrobku. Při vrtání je nutné zajistit dokonalý odvod třísek. Toto je vyřešeno tak, že držák vrtáku je tvořen trubkou, která má menší průměr, než vrtaná díra a tímto držákem při práci proudí pod silným tlakem chladicí kapalina až do čela vrtáku. Tam pak z otvoru v čele vrtáku prudce vystřikuje do místa řezu, tím současně chladí vrták i vyplavuje třísky, které unikají zpět podél držáku ven z díry.
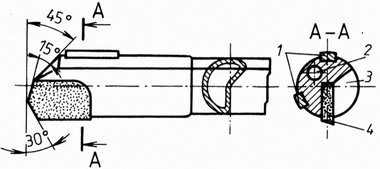 |
obr. Dělový vrták
|
Vrtací hlavice je nástroj, který se používá obvykle pro vrtání děr velkého průměru. Jejich čela bývají osazena pájenými nebo mechanicky upínanými břitovými destičkami, chlazení při práci je zajištěno proudem chladicí kapaliny, která zároveň vyplavuje třísky dutinou vrtací tyče. Vrtacími hlavami lze vyvrtat do plného materiálu díry o průměru 20 až 140mm.
obr. vrtací hlavice
Kromě zmíněných typů vrtáků existuje ještě řada dalších specializovaných nástrojů, které zjednoduší a urychlí práci, vesměs jsou ale odvozeny od výše zmíněných druhů. Jsou to např. velmi malé vrtáky pro vrtání děr do průměru až 0,05mm, na druhé straně trepanační vrtáky pro vrtání děr o průměru 250mm i větším, stupňovité vrtáky, které vrtají díru a současně ji zahlubují pro hlavu šroubu, návrtníky pro navrtávání středů děr, vrtáky s vyměnitelnými břitovými destičkami, vrtáky stupňovité nebo vrtáky kuželové pro vrtání plechů a další.
Řezné podmínky
Aby vrták pracoval efektivně a ekonomicky, musí být účelně nastaveny parametry vrtání, které nazýváme řezné podmínky. Vrtáku se tedy musí udělit přiměřené otáčky a posuv. Otáčky se volí podle řezné rychlosti a průměru vrtáku. Řezné rychlosti v závislosti na druhu vrtaného materiálu a vrtáku lze vyhledat ve strojnických tabulkách.
Pro správný výpočet otáček použijeme matematického výrazu: z toho z toho  | |
| v - řezná rychlost v metrech za minutu | m · min-1 |
| d – průměr vrtáku v milimetrech | mm |
| n – počet otáček za minutu | mm · min-1 |
Posuv, jímž se vrták vede do záběru, se stanoví v milimetrech na otáčku vrtáku. Na jeho velikosti závisí tloušťka třísky a jakost povrchu vyvrtané díry. Volí se v závislosti na druhu vrtaného materiálu a průměru vrtáku a lze jej vyhledat ve strojnických tabulkách.
Tolik k nástrojům pro vrtání děr do plného materiálu. Našim výukovým účelům poslouží nejběžnější šroubovitý vrták.